CRYOGENIC SYSTEMS
By simply changing the process parameters and media size, cryogenic deflashing is amenable to many molded products, including O-rings, grommets and gaskets. With a low to moderate capital cost, cryogenic deflashing enables a consistent deflash quality and high production rate. A well-designed and operated system can result in lower overall labor and operating costs.
Cryogenic Deflashing Using Liquid Nitrogen
No deflashing process can make up for poor mold design or mold wear that leads to a poor or nonexistent parting line. The types of materials that may benefit from cryogenic deflashing can be seen in table 1, and the types of molded parts that may benefit from cryogenic deflashing can be seen in table 2. Cryogenic deflashing is ideal when flash is thin with a good base or transition point where the flash can break away from the molded part in a precise manner. This transition in part thickness is known as the parting line and is a key factor in overall deflashing quality. Cryogenic deflashing is not ideal for thin cross-ectional parts such as diaphragms; parts with thin, sharp edges; and certain medical-related products due to contamination and cleanroom regulations.
Safety is paramount in any manufacturing process, and cryogenic deflashing using liquid nitrogen is no exception. When handled properly, liquid nitrogen is a safe and effective addition to many types of processes. Because liquid nitrogen can reach temperatures of -320°F (-195°C), transfer equipment and piping must be insulated and proper personal protective equipment (PPE) must be worn to avoid cryogenic burns. Additionally, when liquid nitrogen vaporizes into a gas, there is a volume expansion of almost 700:1. Therefore, piping and equipment must be designed for adequate ventilation to avoid overpressurization and rupture. Although nitrogen is nontoxic and largely inert, it can act as a simple asphyxiate by displacing the oxygen in air. For this reason, work areas must be ventilated properly. Oxygen analyzers also should be used to monitor oxygen levels in the work
To accurately project liquid nitrogen consumption, deflashing trials should be conducted
area. Be sure to review the proper safety information and consult an industry professional for appropriate guidance. To optimize operating costs, part quality and production output, it is important to properly manage liquid nitrogen consumption. Many factors— such as equipment, type of part, piping and geometry — can impact liquid nitrogen consumption rates during the cryogenic deflashing process.
Equipment for Cryogenic Deflashing
When selecting equipment, keep in mind:
-
- Age, condition and maintenance history.
Type, Size and Capacity.
Tumbler, shot blast and load capacity affect overall operating efficiency.
Age, Condition and Maintenance History.
Older equipment tends to be less efficient due to equipment design, deterioration of the insulation surrounding the deflashing chamber, lack of precise temperature control and poorly maintained LIN injection piping.
Controls. Accurate temperature control of the deflashing chamber is achieved through proper placement of the LIN injection orifices and thermocouple probe to optimize deflashing quality and LIN consumption. Accurate control of basket-, belt- or impeller- wheel speed is required to further optimize finish quality and system efficiency.
Factors of importance regarding molded parts include:
-
- Durometer (hardness of the compound).
-
- Parting-line flash thickness.
-
- Part geometry, configuration and cross-section thickness.
Durometer. Durometer can influence embrittlement temperature and LIN consumption. Higher durometer (harder) compounds embrittle at warmer temperature settings and require less LIN to cool. Lower durometer (softer) compounds embrittle at colder temperature settings and require more LIN to cool.
Parting-Line Flash Thickness.
Parting-line flash thickness will determine the ability of the system to finish the molded part in conjunction with cycle time and LIN consumption. Thicker flash is more difficult to remove and requires longer deflash cycle time, resulting in higher LIN consumption. Optimum parting-line flash thickness is 0.001 to 0.005”. Mold design and condition are key to optimum finish quality and LIN consumption. Part Geometry, Configuration and Cross-Section Thickness. The geometry of the molded parts also








 Several techniques can be used to remove flash:
Several techniques can be used to remove flash: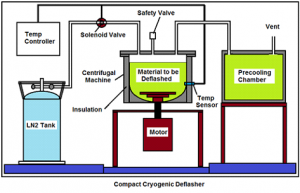 loading for the given equipment size. Consideration also must be made for deflashing quality relating to flash thickness, part geometry and mold condition. The following parameters are also important for conducting cryogenic deflashing
loading for the given equipment size. Consideration also must be made for deflashing quality relating to flash thickness, part geometry and mold condition. The following parameters are also important for conducting cryogenic deflashing